






Наша машина для производства двустенных гофрированных труб может использоваться для различных целей.Он может производить одностенные гофрированные трубы, двустенные гофрированные трубы, перфорированные гофрированные трубы с двойными стенками, туннельные глухие трубы для защиты от кристаллизации воды, внутренние воздуховоды для отделки свежего воздуха и бамбуковые трубы.Мы можем изменить форму.Просто хорошо
Воздуховод для свежего воздуха, специальная гофрированная полиэтиленовая труба для воздухообмена, ветровая камера, вентиляционный шланг, опорная вентиляционная труба
Гофрированная труба для системы свежего воздуха, труба 75/110PE, пластиковая труба с двойными стенками, воздуховод для свежего воздуха, вентиляционный шланг для кондиционирования воздуха
Система приточного воздуха двухслойная гофрированная труба Канал приточного воздуха ПЭ труба 75, 110, 160

ПЭ труба 75, вытяжной шланг для воздуховода, ПЭ труба, система подачи свежего воздуха, гофрированный шланг с двойными стенками
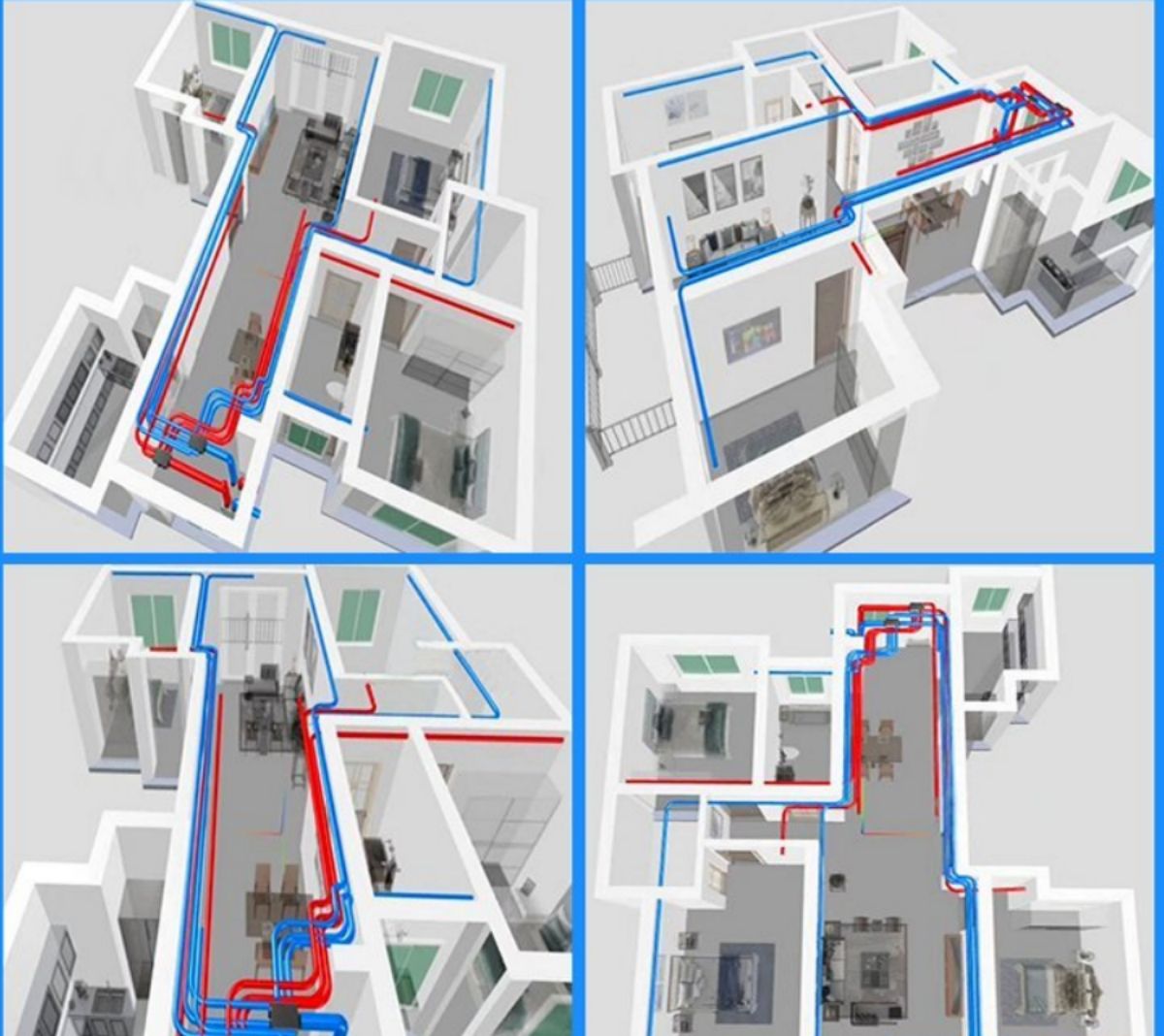
Система подачи свежего воздуха основана на использовании специального оборудования на одной стороне герметичного помещения для подачи свежего воздуха в помещение, а затем его выпуска наружу через специальное оборудование на другой стороне.«Поле свежего воздуха/потока» будет сформировано в помещении для удовлетворения потребностей в свежем воздухе внутри помещения.План реализации состоит в том, чтобы использовать вентиляторы с высоким давлением ветра и большим расходом воздуха, полагаться на оборудование для подачи воздуха с одной стороны в помещение и использовать специально разработанный вытяжной вентилятор для выпуска его наружу с другой стороны, чтобы вызвать образование свежий воздух/поле потока в системе.При подаче воздуха поступающий в помещение воздух фильтруется, насыщается кислородом и предварительно подогревается (зимой).

Новое оборудование воздуховодов состоит из: узла внешней стены + узла внутренней стены + головки машины + пресс-формы + формовочной машины + намоточной машины.
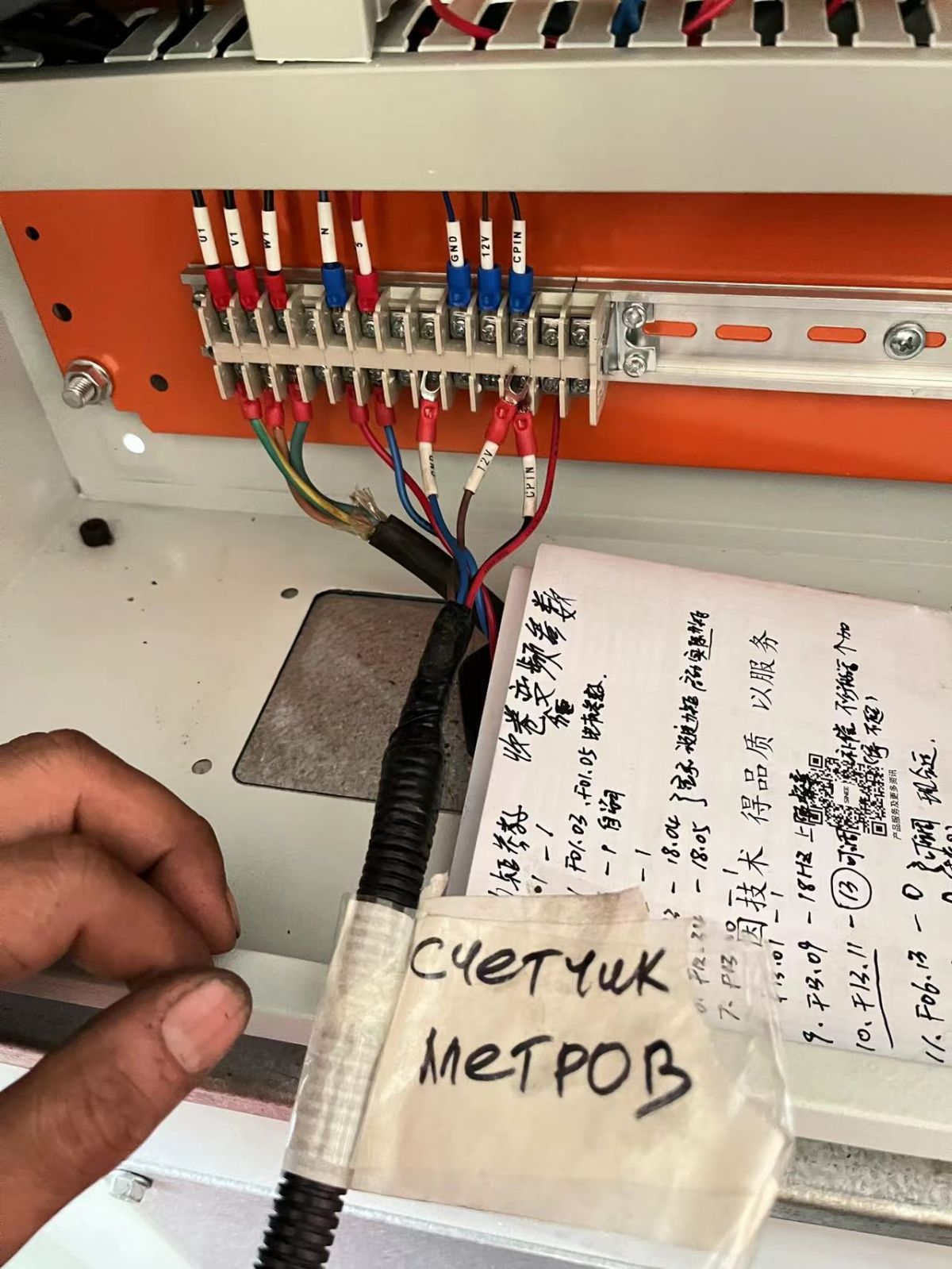
Клиентам рекомендуется провести общее заземление и проложить 6-метровый медный провод для соединения всех машин и одновременного их заземления.Формовочная машина и намоточная машина работают под напряжением 380 В.Общая установленная мощность составляет 65 киловатт, а фактическая выработка – 25 киловатт (25 киловатт-часов).
Рекомендуется, чтобы расстояние между формовочной машиной и намоточной машиной составляло 6 метров.
Расстояние от внешней стены до формовочной машины составляет 825 мм, а расстояние от внутренней стены до формовочной машины составляет 785 мм.
Когда мы придумали одностенную гофрированную трубу, мы просто отключили экструдер с внутренней стенкой.
Вы также можете добавить механизм подачи стальной проволоки, чтобы сделать гофрированную трубу для силовой проводки.В форме следует просверлить отверстие для железной проволоки.Диаметр железной проволоки не должен превышать 1,0 мм.Используемую водяную рубашку также следует заменить на полую двухслойную.


Экструдер нагревают до 200-220 градусов в течение 1,5-2 часов в зависимости от марки материала.Четвертая и пятая части головки машины являются резервными.После того, как температура достигнет заданной температуры, после того, как основная форма и формовочная машина найдут баланс, уровень рамы станка будет установлен. Чтобы убедиться в точности, поместите уровень на форму, чтобы выровнять ее.После выравнивания обязательно затяните 12 винтов на левой и правой сторонах формы.Если ее не выровнять, материал не выйдет наружу и головка машины будет тереться о форму.На формовочной машине имеются регулировочные винты вверх, вниз, влево и вправо.
При выравнивании необходимо следить за тем, чтобы наиболее точно после предварительного нагрева вытолкнуть немного материала и затем найти баланс.
Отрегулируйте прогиб внешней стенки, а затем используйте круг больших винтов на нагревательном ремне на головке машины.Какая сторона внешней стенки толще, какая плотнее, а какая рыхлее;отрегулируйте прогиб внутренней стенки, а затем на матрице есть 4 маленьких винта, какая сторона Какая сторона тоньше?Внутренняя и внешняя стены противоположны.

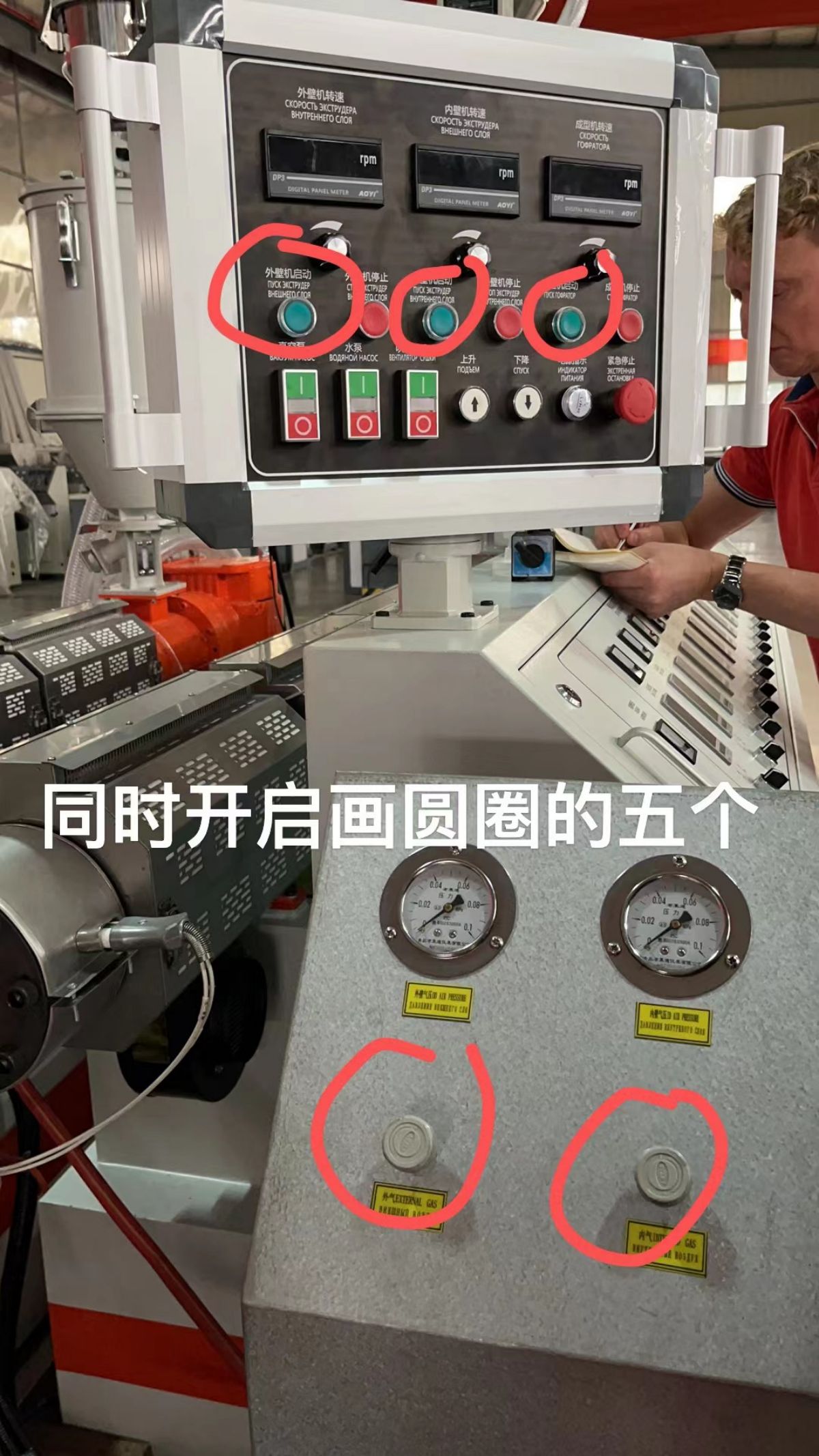
Запустите три зеленые кнопки (внешняя стена, внутренняя стена и формовочная машина на консольной коробке).Скорость машины с внешней стенкой начинается с 272 - нормальная работа - 290 об/мин, скорость машины с внутренней стенкой - 265 - нормальная работа - 214 об/мин, скорость формовочной машины - 614 об/мин, а скорость формовочной машины увеличивается во время последующего производства.704 об/мин, ток хоста составляет 16 А, что делает толщину стенки тоньше.Внутренняя стенка при прокладке нового воздуховода не должна быть слишком толстой, иначе внутренняя стена не будет иметь хорошей кривизны.

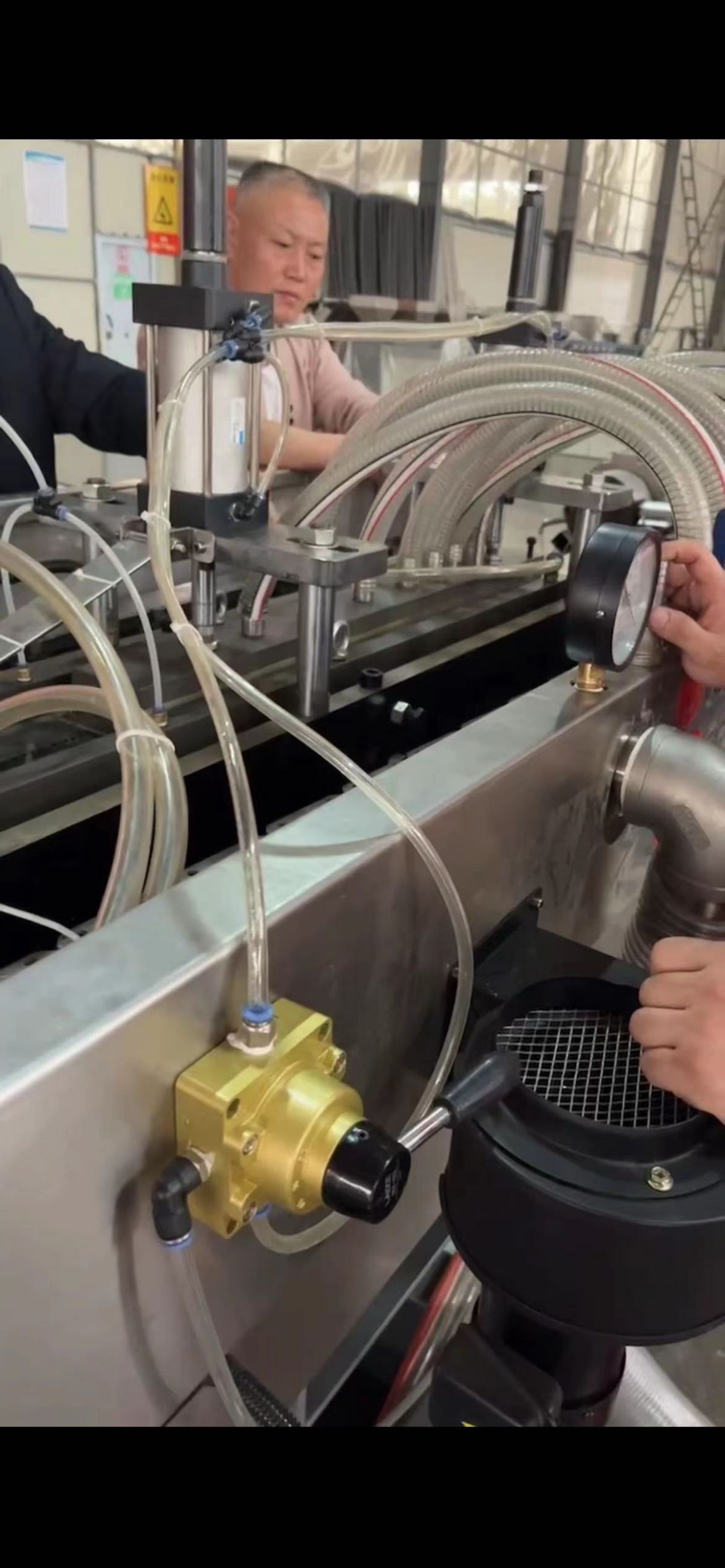
При одновременном включении давления воздуха на внутреннюю и внешнюю стены внутреннее давление рекомендуется составлять в пределах 0,02-0,04, а внешнее давление аналогично.Найдите точку баланса.Трубка воздушного насоса должна быть толще, чтобы обеспечить стабильное давление воздуха.Внутренние и внешние манометры давления воздуха должны быть стабильными и не допускающими колебаний., иначе это повлияет на гребень волны.Если внешняя стенка тонкая, нет необходимости использовать вакуумную систему.
Воздушный компрессор мощностью 15 кВт может питать 4 линии.Рекомендуется использовать воздушную трубу диаметром 40 мм, 0,5-0,6 МПа.Давление внутренней стенки больше, чем давление внешней стенки, а внутренний воздух больше, чем внешний воздух, потому что на внутренней стенке есть угол R.Проверьте рабочий ток при запуске.Инвертор включен, и отображается ток: 50% 7042 и 50% 5502, внутренняя стена — 5 кг, внешняя стена — 12 кг, а внешняя стена в 2–3 раза больше внутренней стены.
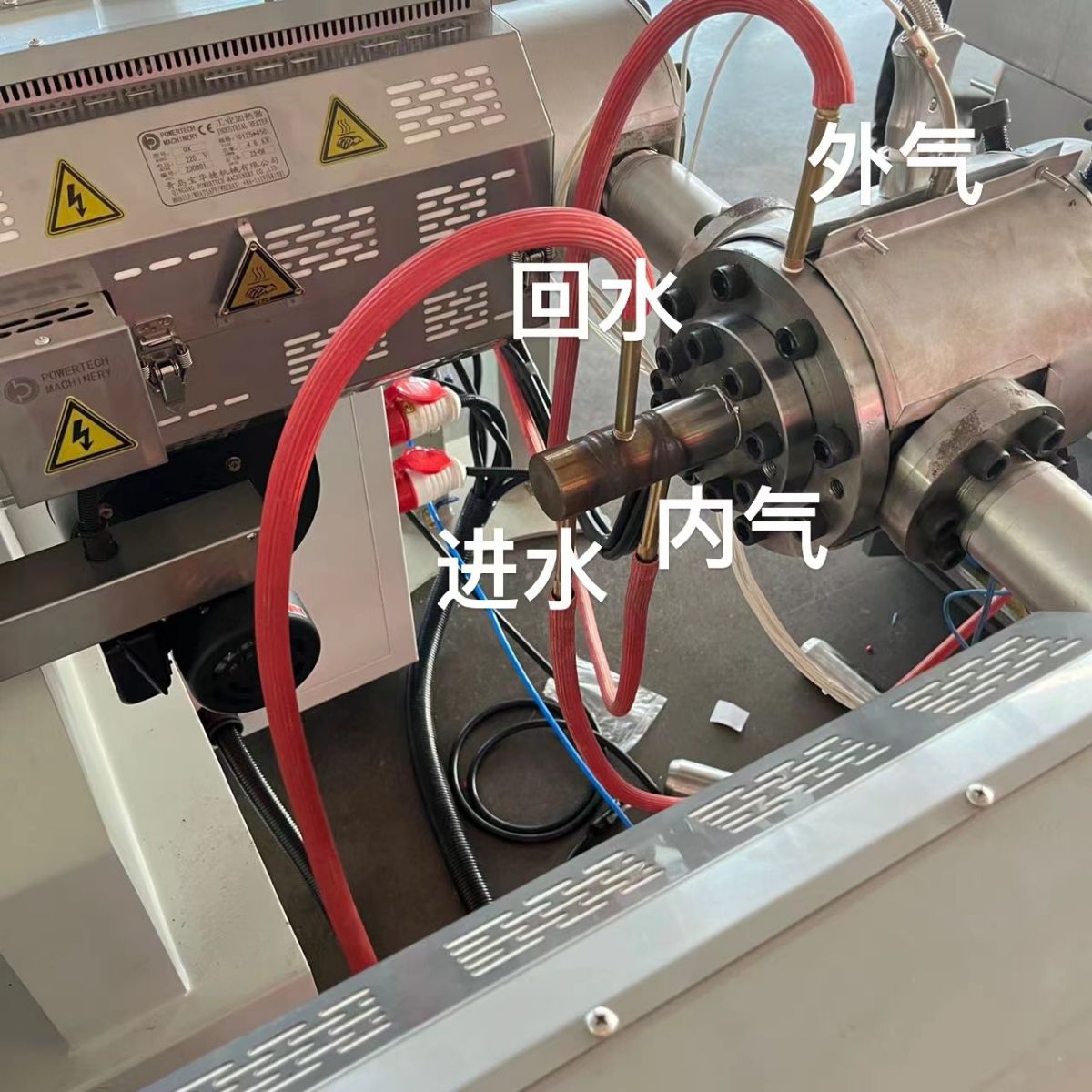
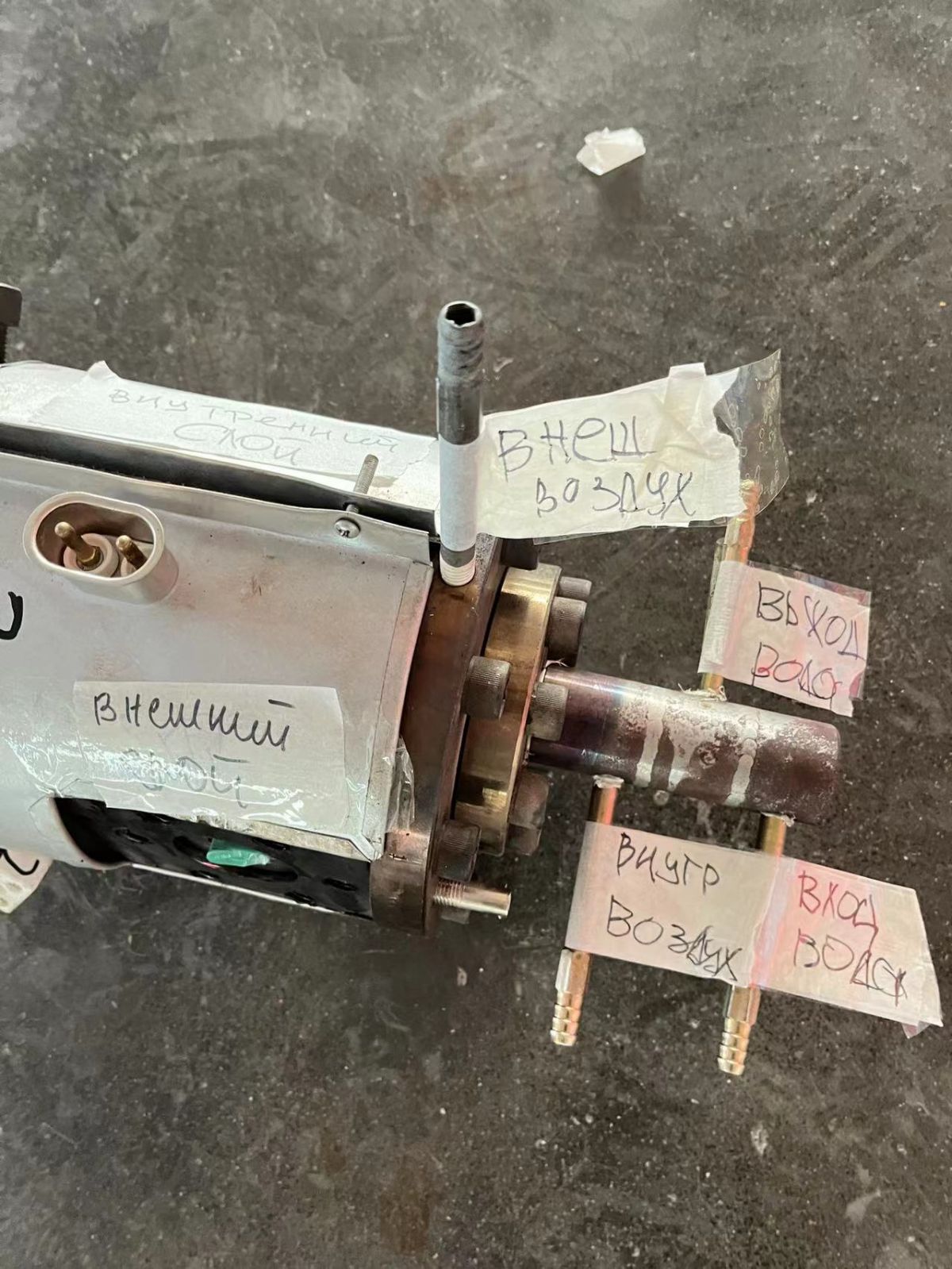
Слева направо на стержне стержня формы в устье формы расположены внешний воздух, внешняя стенка, внутренний воздух и внутренняя стенка.
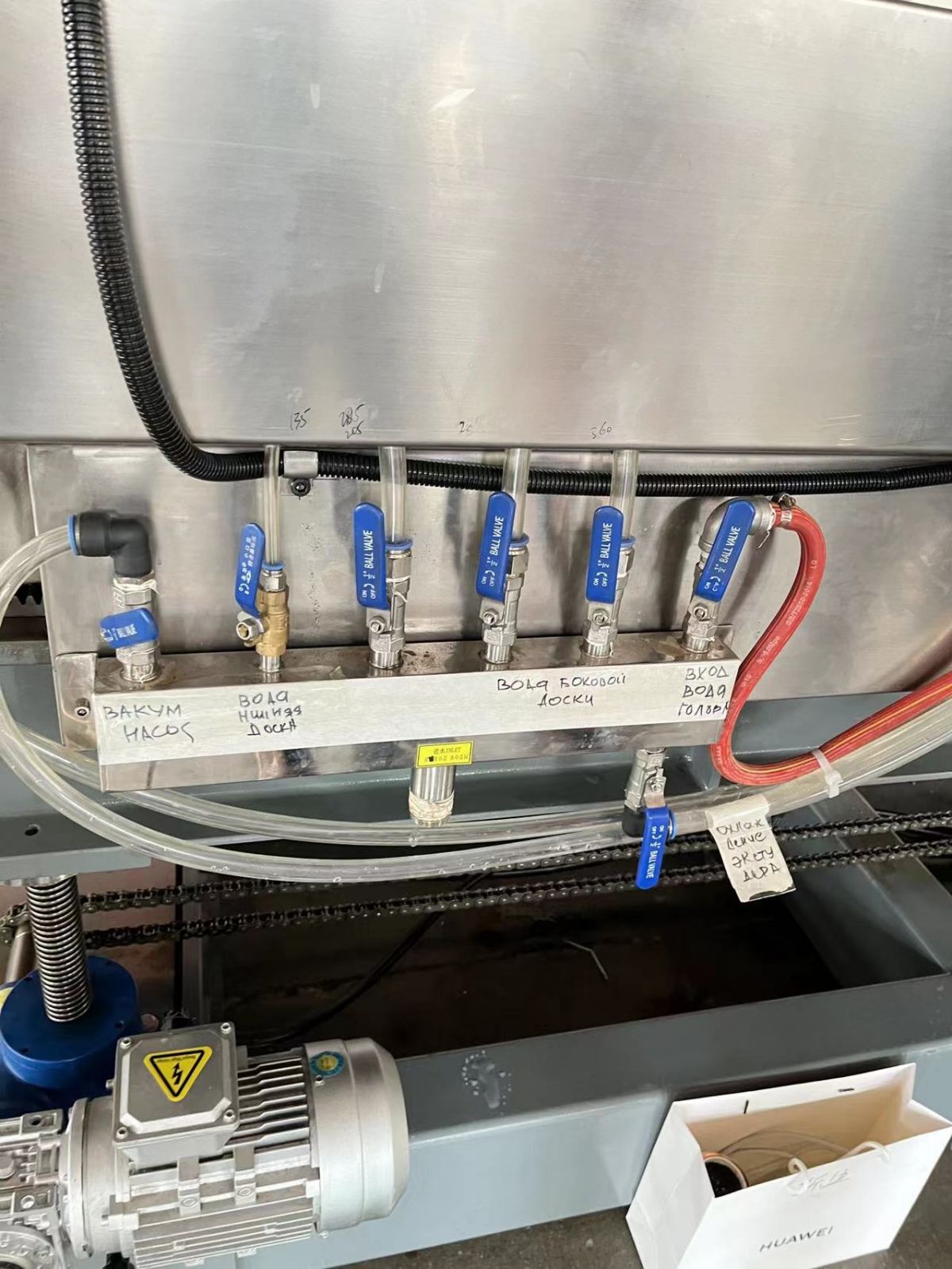
Откройте различные водные каналы формовочной машины.
Вакуумметр на формовочной машине составляет около 0,08.Сразу справа находится предохранительный клапан вакуумметра.

Если зеленое уплотнительное кольцо водяной рубашки сломано, произойдет утечка.Часто проверяйте и заменяйте его.
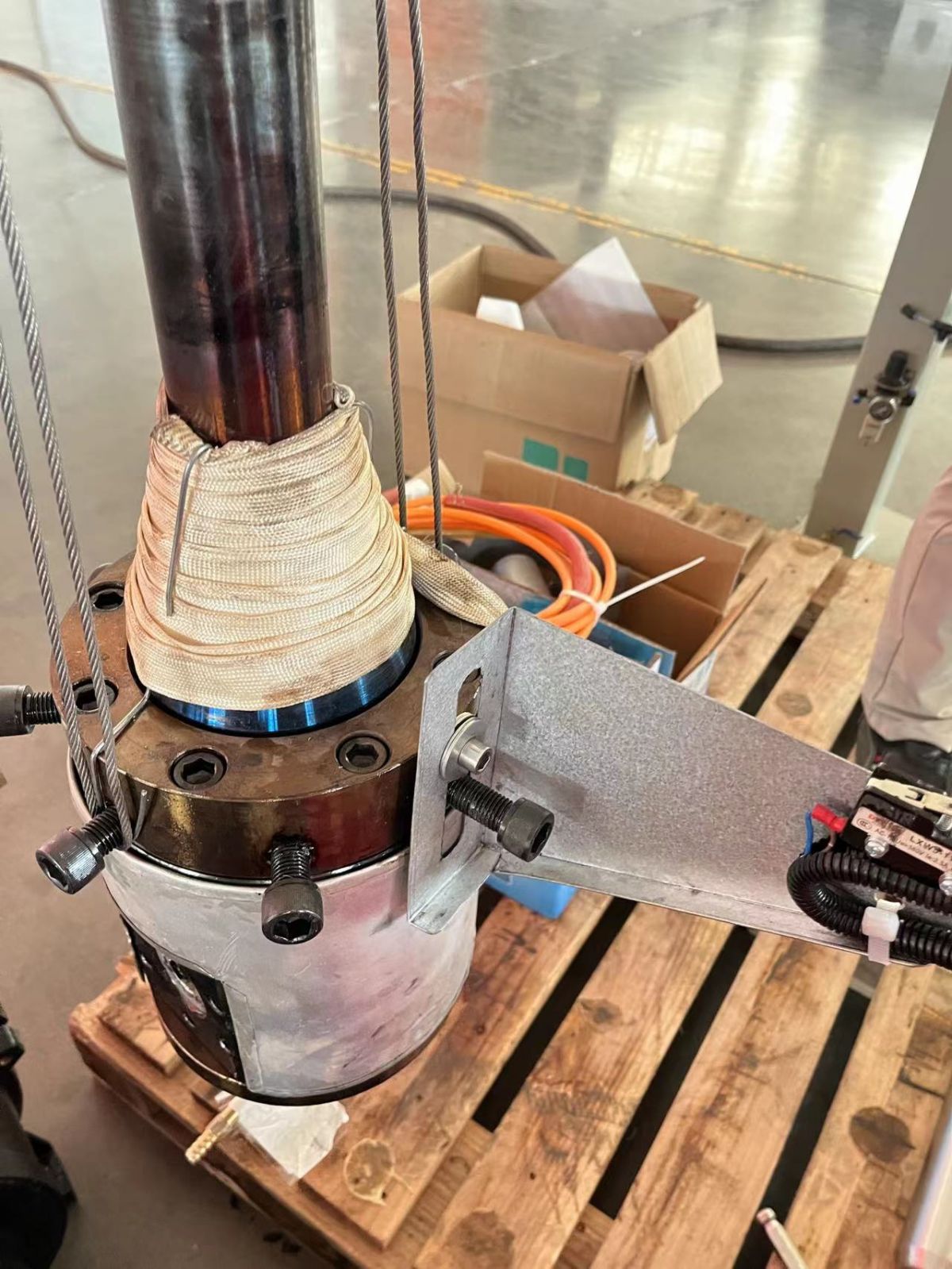
После скручивания водяной рубашки вовремя откройте клапан водяной рубашки на крайней правой стороне формовочной машины, открывая направление вверх и вниз, чтобы предотвратить возгорание уплотнительного кольца водяной рубашки под воздействием тепла от головки машины. .
При установке водяной рубашки затяните ее и поверните немного назад.Цель состоит в том, чтобы позволить водяной рубашке естественным образом выравниваться вверх, вниз, влево и вправо.Когда формовочная машина приближается к водяной рубашке, держите водяную рубашку вверх.
Матрица на внешней стенке должна быть совмещена с положением прижимного цилиндра на расстоянии 345 мм (как показано на рисунке).

При изготовлении резервуара для воды необходимо иметь фильтр и использовать чистую воду.Вода с накипью засорит водяную рубашку и водяной насос.


Шаги выключения:
Сначала остановите основную машину, основные машины для наружных стенок и внутренних стенок, подождите, пока выйдет материал, затем остановите формовочную машину и немедленно снимите водяную рубашку.Водяная рубашка холодная, ее можно повернуть вручную, а затем закрыть главную ручку электрического шкафа (горизонтально-горизонтально).Питание отключено в левом и правом направлениях, питание включено в направлениях вверх и вниз).Прежде чем запустить машину в следующий раз, обязательно сначала разогрейте оправку головки машины, иначе материал затвердеет внутри.Если его не нагревать, он легко лопнет.
Вакуумный насос можно использовать для чиллера, но водяной насос не требуется.Это просто зарезервировано.
Клиентам рекомендуется провести общее заземление и проложить 6-метровый медный провод для соединения всех машин и одновременного их заземления.Формовочная машина и намоточная машина работают под напряжением 380 В.Общая установленная мощность составляет 65 киловатт, а фактическая выработка – 25 киловатт (25 киловатт-часов).
При смене формы нажмите кнопку подъема, нажимную пластину 70 кг.

Время публикации: 16 октября 2023 г.