




пластиковая труба из полиэтилена 110 мм 315 мм 630 мм машина для производства труб из ПЭНД от производителя
QINGDAO CUISHI PLASTIC MACHNERY CO., LTD была основана в 1999 году. Опыт производства является зрелым и богатым.Среди них он экспортирует уже более 24 лет.Производственная база нашей компании занимает более 30 000 квадратных метров, с опытной командой сотрудников высокого качества, первоклассным оборудованием, совершенной и эффективной системой обеспечения качества, передовым и полным испытательным оборудованием.
Линия экструзии полиэтиленовых труб.
20 мм 110 мм 315 мм 630 мм 800 мм 1200 мм 1600 мм экструдер для производства пластиковых полиэтиленовых труб, производственная линия/машина
315 мм LDPE HDPE PE машина для производства труб/производственная линия/экструдер для воды и газа
Подгонянная производственная линия штрангя-прессовани трубы машины делать трубы HDPE LDPE 315mm пластиковую

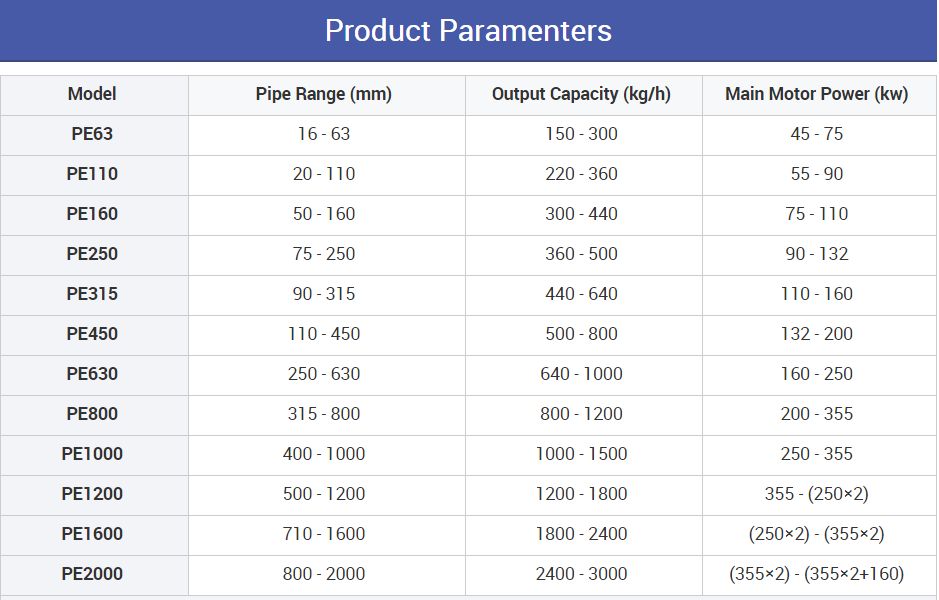
Благодаря долгому времени и непрерывным инновациям и испытаниям, qingdao cuishi разработала линию экструзии полиэтиленовых труб нового поколения с высокой степенью автоматизации, высокой скоростью, высокой надежностью и низким энергопотреблением.Наша экструзионная линия для полиэтиленовых труб может обрабатывать широкий спектр материалов, включая HDPE, LDPE, PP, PPR, PPH, PPB, MPP, PERT и т. д.
Наша линия экструзии полиэтиленовых труб может производить трубы размером от минимум от 16 мм до 2000 мм с однослойным или многослойным покрытием.
1.Одношнековый экструдер.


1.1 Сенсорный экран и ПЛК Simens
1.2 Спиральная структура ствола
1.3 Специальная конструкция винта
1.4 Керамический нагреватель с воздушным охлаждением
1.5 Высококачественная коробка передач
Основываясь на соотношении L/D 38:1 для винтовой конструкции, мы разработали соотношение L/D 38:1.По сравнению с соотношением 33:1 соотношение 38:1 имеет преимущество 100% пластификации, увеличение производительности на 30%, снижение энергопотребления до 30% и достижение практически линейной производительности экструзии.
2. Экструзионная головка.


2.1 Подвижное устройство резьбонарезной головки
2.2 Вращающееся устройство резьбонарезной головки
2.3 Устройство отвода тепла
2.4 Устройство охлаждения ядра

2.1 Экструзионная головка применяет спиральную структуру, каждый канал потока материала расположен равномерно.Каждый канал проходит термообработку и зеркальную полировку, чтобы обеспечить плавный поток материала.Структура резьбонарезной головки компактна, а также обеспечивает стабильное давление, всегда от 19 до 20 МПа.При таком давлении качество трубы хорошее и очень мало влияет на производительность.Может производить однослойные или многослойные трубы.
3. Вакуумный резервуар.

3.1 Сильное охлаждение калибратора
3.2 Улучшенная поддержка трубы
3.3 Глушитель
3.4 Клапан сброса давления
Вакуумный резервуар используется для формирования и охлаждения трубы, чтобы достичь стандартного размера трубы.Мы используем двухкамерную структуру.Первая камера имеет короткую длину, чтобы обеспечить очень сильное охлаждение и вакуумную функцию.Поскольку калибратор расположен перед первой камерой, а форма трубы формируется в основном калибратором, такая конструкция может обеспечить быстрое и лучшее формирование и охлаждение трубы.
4.Охлаждающий бак.
4.1 Зажимное устройство для труб
4.2 Фильтр резервуара для воды
4.3 Качественная форсунка
4.4 Устройство регулировки опоры трубы
4.5 Устройство поддержки трубы
Охлаждающий бак используется для дальнейшего охлаждения трубы.

5Вытащить агрегат.


5.1 Зажимное устройство для труб
5.2 Фильтр резервуара для воды
5.3 Качественная форсунка
5.4 Устройство регулировки опоры трубы
5.5 Устройство поддержки трубы
5.6 ВЫТЯЖКА ТРУБ НА ЧЕТЫРЕХ ГУСЕНИЦАХ
Тяговое устройство обеспечивает достаточное тяговое усилие для стабильного вытягивания трубы.В соответствии с различными размерами и толщиной труб наша компания настроит скорость тяги, количество захватов, эффективную длину тяги.Чтобы обеспечить соответствие скорости экструзии трубы и скорости формования, также избегайте деформации трубы во время тяги.
6.РЕЗАК

6.1 Универсальное зажимное устройство
6.2 Центральная регулировка высоты
6.3 Взаимозаменяемость пилы и лезвия ДЛЯ БЕЗ ПЫЛЬНОЙ РЕЗКИ 110–315 ММ
Резак, управляемый ПЛК Siemens, работает вместе с тянущим устройством для обеспечения точной резки.Клиент может установить длину трубы
они хотят резать.Действия с несколькими подачами для выполнения одного процесса резки (защита лезвий и пил, предотвращение
и пилы втыкаются в толстую трубу, а поверхность среза трубы гладкая).
НАМОТОЧНАЯ КАТУШКА 110MM

Категории товаров
-

ЭКСТРУЗИОННЫЕ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПНД
-
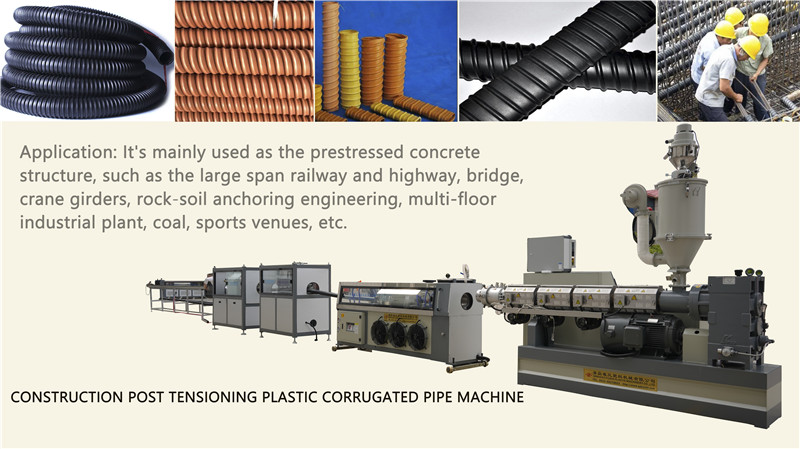
Машина для производства спиральных труб из пластикового кабеля ...
-

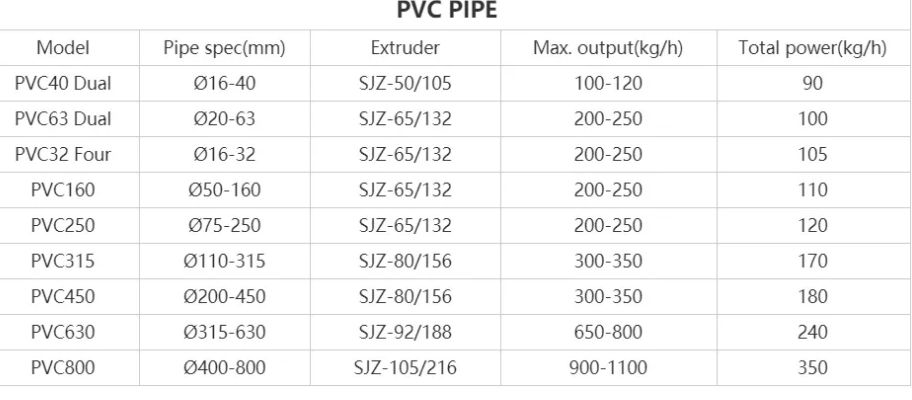
Машина для коэкструзии трехслойных труб из ПВХ
-

Машина для производства пластиковых труб / одностенная гофро...
-

Многослойная труба из ПВХ (трехслойная труба l ...
-

Линия по производству труб ПНД-PE1100





